008615129504491

| Material | Gr 5, Gr 5 ELI, Ti-6Al-4V ELI |
| Padrão | ASTM F136, IS05832-3 |
| Tamanho | (1,0~12,0) T * (300~1000) L * (1000~2000) C mm |
| Tolerância | 0,05-0,2 mm |
| Estado | M, recozido |
| Condição da superfície | Superfície polida e personalizada |
| Rugosidade | Ra<3,2 µm |
Detecção de defeitos superficiais em 100% dos casos. .
Esta parte da superfície de inspeção é o primeiro processo no departamento de inspeção. A barra é girada constantemente para verificar se há defeitos, como rachaduras e amassados, na superfície. Se forem encontrados defeitos, eles são marcados e registrados no inventário de peças defeituosas.
Instrumento de medição de diâmetro 100% infravermelho. Medição de diâmetro precisa e controle de tolerância rigoroso.
As etapas detalhadas da inspeção são as seguintes:
1. Antes de iniciar a inspeção, o técnico de inspeção verifica a faixa de tolerâncias exigida e define os valores de alerta.
2. Para iniciar a inspeção, cada barra é girada uniformemente pela área de inspeção e os dados do diâmetro detectado são exibidos no instrumento.
3. Quando houver um diâmetro excessivo ou insuficiente, o instrumento de inspeção emite um alerta e a barra é descartada como sucata ou polida duas vezes para reduzir o diâmetro.
Inspeção de retidão de 100%.
A tolerância de retilineidade é o grau de desvio de cada ponto na linha em relação à linha, sendo a retilineidade oferecida de 0,3‰ a 0,5‰. O processamento detalhado consiste em colocar uma haste sobre a superfície de uma plataforma bem iluminada, rolar a haste para frente e para trás, enquanto o inspetor observa pela frente e utiliza uma régua de 0,2 mm para detectar a folga entre a haste e a plataforma.
Detecção de falhas por correntes parasitas com 100% de precisão.
A bobina, na qual o produto a ser inspecionado é colocado, é adequada para a detecção de barras e fios com diâmetro de 3 a 14 mm. Como o campo magnético gerado pela bobina atua primeiro na parede externa da amostra, o efeito na detecção de defeitos na parede externa é melhor, e a detecção de defeitos na parede interna é realizada por penetração, sem danificar a superfície ou o desempenho do produto.
Inspeção 100% ultrassônica.
O objetivo principal é detectar defeitos metalúrgicos no interior do produto, de acordo com a norma AMS 2631. O produto é colocado em um recipiente e o instrumento é utilizado para realizar movimentos de vaivém sobre a superfície enquanto o produto gira. A leitura exibida pelo instrumento é observada. Se o valor de pico aumentar repentinamente, significa que o produto não é homogêneo internamente.
Testes de propriedades físicas, incluindo resistência à tração, limite de escoamento, alongamento A em 4D ou 4W (mínimo) e redução de área B (mínimo). Microestrutura: A1-A5. As estruturas internas foram observadas em microscópios de alta e baixa magnificação para classificação microestrutural. Certificados de qualidade e relatórios de testes de terceiros serão fornecidos mediante solicitação.
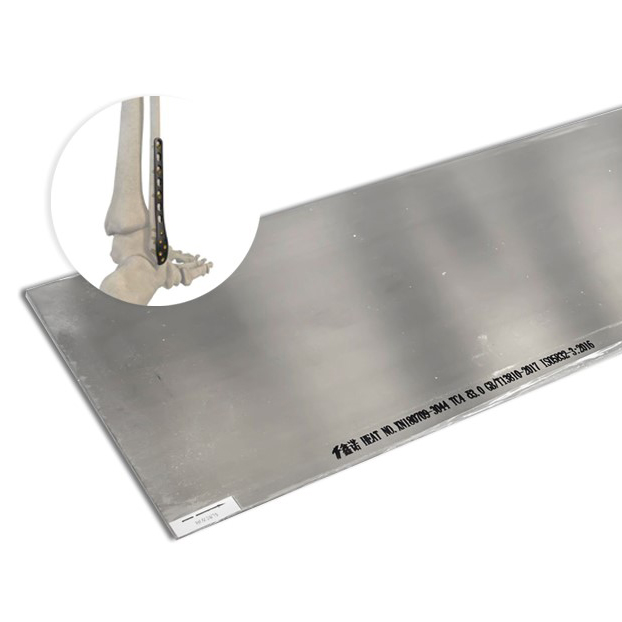
Nossa empresa é especializada na produção de produtos de titânio. O material possui baixa densidade, mas excelentes propriedades, sendo amplamente utilizado na indústria médica. É aplicado consideravelmente em áreas médicas como articulações, tratamento odontológico, materiais para implantes médicos, instrumentos cirúrgicos, etc. Entre em contato conosco caso tenha alguma dúvida!